Du befindest dich im Archiv dieses Weblogs. Für aktuelle Informationen besuche uns bitte auf technikkultur-erfurt.de
Letztens durfte ich eines der tollen Mitglieds-Features des Bytespeichers nutzen: die Entleihung von Werkzeug zum heimischen Gebrauch. (Ja, ich hab vorher mal beim Vorstand nachgefragt. Das gilt auch für komplexe Werkzeuge wie den 3D-Drucker.)
Damit war es auch mit meiner momentan begrenzten Zeit möglich, wieder etwas mehr Wissen um den 3D-Druck aufzubauen ud nebenbei auch noch einige Auftragswerke zu drucken.
Hauptsächlich sollte es um eine nötige (?) Kalibrierung der Druckparameter gehen. Dazu wurde erst einmal die Firmware im Drucker durch eine neuer Version ersetzt (jetzt Marlin 1.0) und sich dabei gleich mal mit den dazu nötigen Konfigurationen beschäftigt. Die Ergebnisse finden sich jetzt auf der Projektseite im Wiki.
Wichtigste Werte hier sind die sog. steps-per-mm für die 3 Achsen und den Extruder. Diese sollten nicht per Drucken-und-Messen kalibriert, sondern lieber mit den nötigen Basisdaten (Schrittzahl, Zahnriemenmaße, Zahnzahl) errechnet werden. Lediglich der Extruder muss ausprobiert werden, da der ‚Slip‘ des Filaments nicht berechnet werden kann.
Dann sollten eigentlich die Slicerparameter dran sein. Doch da taten sich Probleme auf. Die 3 Slicer, die uns im Repetier-Host zur Verfügung stehen (Slic3r, Skeinforge, CuraEngine) unterscheiden sich sehr in den möglichen Einstellungen. Bisher war die CuraEngine unser Favorit. Diesem fehlt aber die manchmal kritische Einstellung, Supportstrukturen nur außen zu drucken. Ein Killer-Kriterium, wenn man nur einen Extruder hat und nicht Hohlräume oder Durchbrüche unrettbar vollgedruckt bekommen möchte. Zudem trat schon mehrfach das Problem auf, dass nach einiger Zeit die Layer zueinander verschoben sind und der Druck abgebrochen werden muss. Wahrscheinlich wird dem Druckkopf gelegentlich zu viel an Beschleunigung zugemutet.
Also wurde erst Slic3r, dann Skeinforge ausprobiert. Allerdings wartet man hier bis zu 30min, statt wenige Sekunden auf das Ergebnis.
Zur Konfiguration war insbesondere die Flowrate, also wie viel Material pro ‚Strichstärke‘ verwendet wird, interessant. Mittels Drucken-und-Messen war hier schnell ein Wert gefunden, der in x/y-Richtung perfekt passende Teile erzeugte. Leider sind mit dem selben Wert plötzlich nicht mehr sauber geschlossen. Hier muss noch nachgebessert werden.

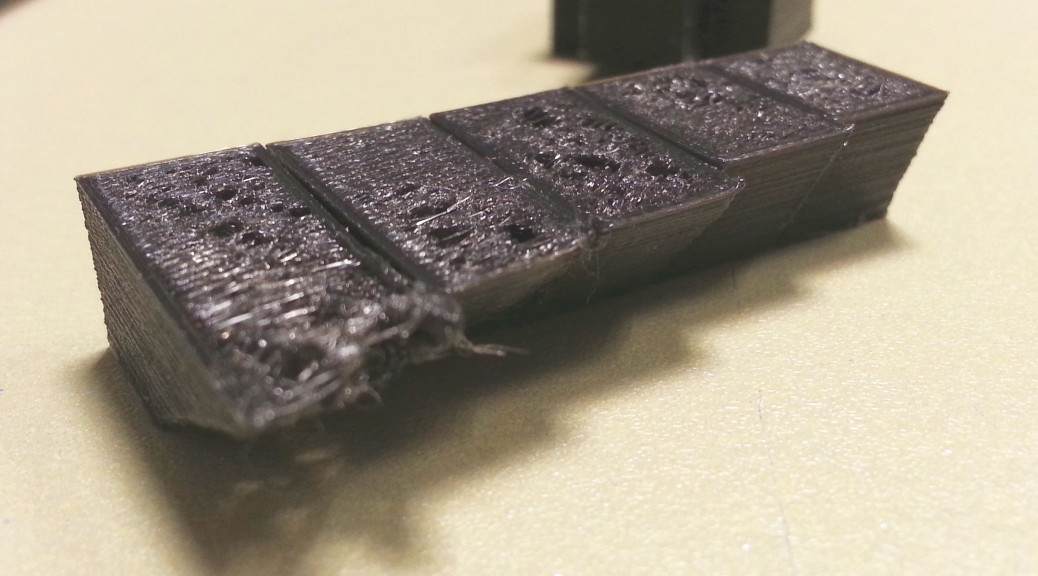
Anschließend wurde versucht, Überhänge zu drucken. Mit leicht verminderter Flowrate traten erst bei 50° erste Verformungen auf. Selbst bei 60° ist die dem Lüfter zugewandte Seite noch ok. Also alles eine Frage der Kühlung. Ein hohler Quader mit 2cm Seitenlänge kann ebenfalls ohne Stützstrukturen in 6 Layern geschlossen werden. Sauber ist allerdings anders.
Fehlt in der Kalibrierung noch einer der wichtigsten Parameter überhaupt: Die Temperatur. Experimente dazu müssen allerdings auf das nächste mal verschoben werden.

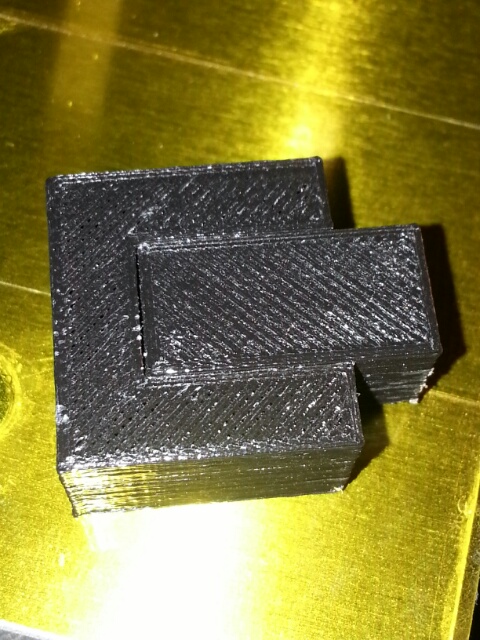
Denn es gab noch Auftragsdruck zu erledigen. Die zweiteilige LeapMotion Halterung für die Oculus Rift gelang frisch kalibriert im 2ten Versuch. Die Stützstrukturen (von Skeinforge) ließen sich überraschend gut entfernen. Die Passform ist super (Layerstärke: 0.1mm). Lediglich die Oberflächenqualität lässt zu wünchen übrig. Auch die generelle Festigkeit ist verbeserungswürdig. (Füllung: 30%)
Ein schicker Filamentrollenhalter von Thingiverse hätte satte 50m Filament (Füllung: 7%) und ca. 7h benötigt. Der Druck wurde dann mal nicht versucht.
Der schon lange beauftragte Halter für einen Bewegungssensor braucht dagegen nur flotte 4h Druckzeit. Leider immernoch mehr als ein junger Vater erübrigen kann. Damit leider wieder verschoben.
Wir bleiben dran …

Ist dafür jetzt nach erfolgreichem fork ein Elternprozess.
- [Veranstaltungsupdate] CTF -Vortrag heute als Videokonferenz - 15. März 2020
- [Veranstaltungsupdate] CTF als virtueller Vortrag - 13. März 2020
- [Veranstaltungshinweis] CaptureTheFlag – Hacking for sports - 10. März 2020